丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床🧔上工作,在生产中应用得非常广泛。在加工过程中搞不定攻丝?今天就分享一些诀窍给你,让你更了解攻丝!

什么是攻丝
攻丝是用丝锥在工件的孔内部切削出内螺纹。
(1)决定丝锥性能的因素包括:
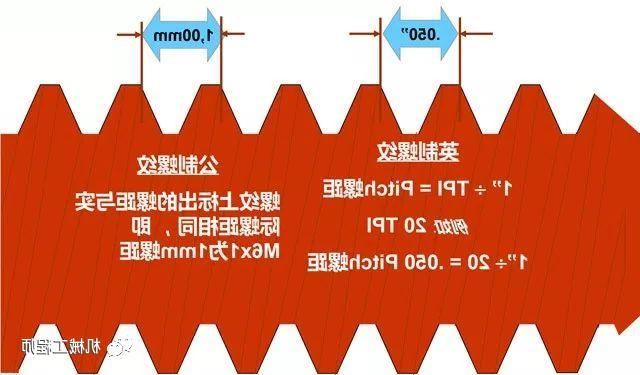
工件产品物料铣削极限速度铣削刃物料镗孔刀丝扇形式孔的尺寸攻丝镗孔刀铣削液孔深(2)螺距:螺纹上相邻两牙在中径线上对应两点间的轴向距离。
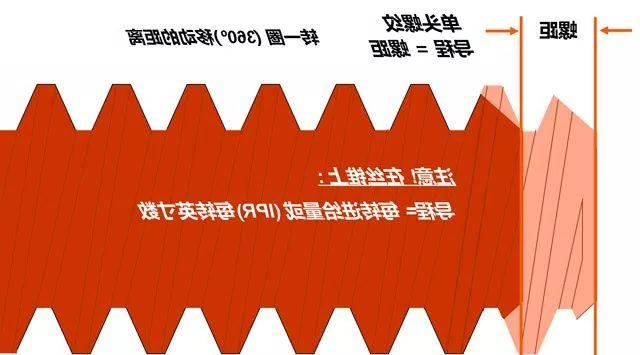
(3)导程:同一螺旋线上相邻两牙对应点的轴向距离。用代号S表示。


(2)平衡各种选项: 必须兼顾应用的方方面面

(3)丝锥设计要点
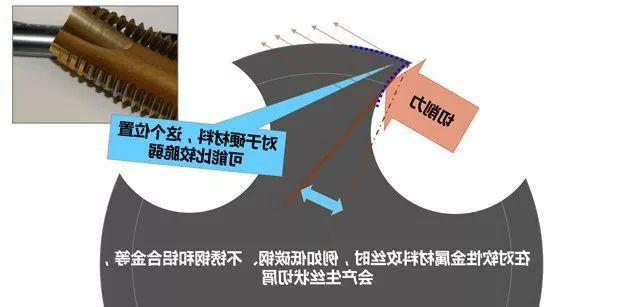
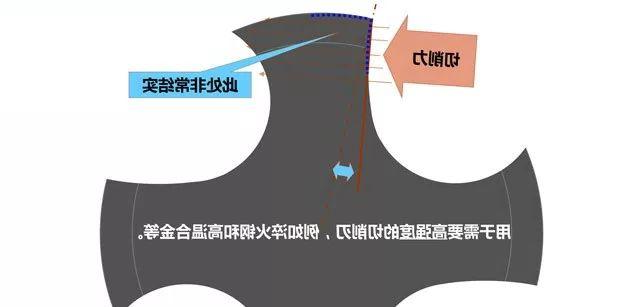
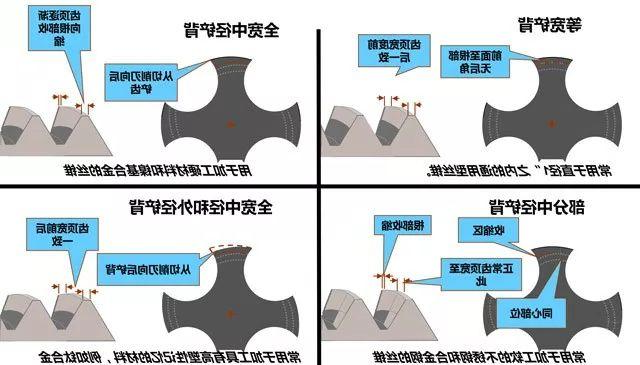
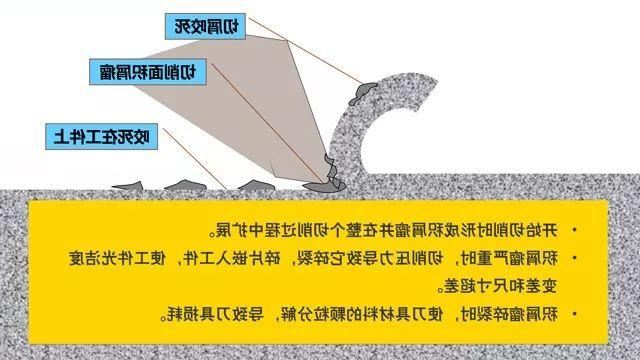
1)这对变成长屑的较细的消费黏性建筑材料 丝锥格局比较简单前角和钩形层面巨大后角和避空巨大轻松自由切屑非常容易崩刃丝锥一体化较敏感容屑范围大 2)对於固定性物料 丝锥具载重车结构的前角和钩形坡度小铲背和后角小车削加工的压力较高刃口方案壮硕,下降崩刃横剖面大容屑空间区域有限公司英文(4)丝锥设计需考虑的因素:丝锥槽型、刀具材料、表面强化处理。这些设计特🐠点必须保持平衡,才能提供适当的切削,切屑控制,润滑和扭转强度。
有必要在磨削立刻终止并改变方向出孔,而磨削一如既往流进沟槽开挖中。这就给五金精加工中的攻丝和丝锥的设计制作提供1个主要的试练。

丝锥的形状
(1)丝锥切削面的类型

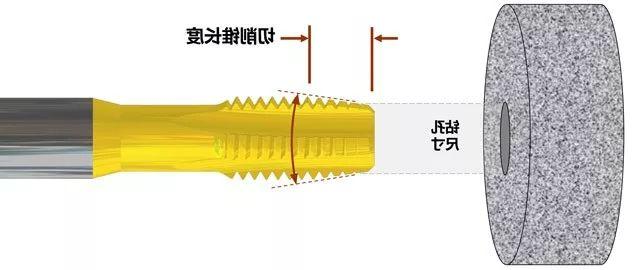
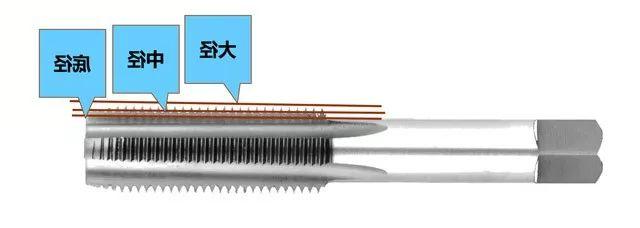
(2)丝锥切削锥
(3)倒锥:与其他所有的刀具类似,丝锥也略有倒锥。
(4)螺纹铲背
螺纹铲背的优点有:
钻削轻柔,形成积累少丝锥上困扰,粘结力的建材少(粘屑,积屑瘤少)可用到较高的攻丝速率补偿费工件的建材的延展性变形几率螺纹铲背的缺点有:
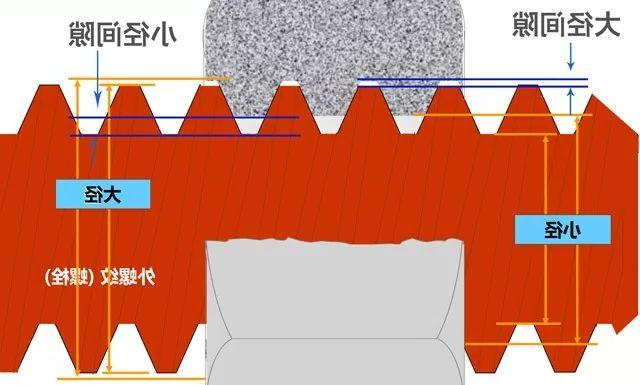
切屑刃变脆,极其容易崩刃进给和装夹(涉及到变动镗孔刀)刚需过低是会使螺纹标准没有那么好在换向时极其狗细小的切屑可能会嵌到使切屑刃崩刃(5)丝锥公差
每隔丝锥还有专业级的中径规格尺寸。 有标 H 或 D 公差的丝锥 ( 一般是澳大利亚的丝锥 ) H/D 公差觉得丝锥的管螺纹长度。英文字表述丝锥的长度大过或少于几乎中径 (“H”=英制 , “D” =公制 ), 都是超过几乎中径 (“L”=英制 , "DU"= 公制 )。现实丝锥长度字母与几乎中径关与,如:H2,D3,L1,或 DU2每台丝锥有着专用箱的中径长度! 丝锥不仅有标螺牙级别 互通 HP 丝锥系显示丝锥是复合部位做好中会员等级的正确无误长宽3B级丝锥使用在 2B 级部位印有 “ X” 的丝锥中会员等级显示其公差越大,用在精密机械丝锥,电镀工艺或高温处理部位,或用在介于(回弹性记意)的建材 。 真空镀膜的攻丝英制螺纹 这对于内螺母,您须要选泽较多公差中等级的丝锥较多的中径会使螺母长宽比相对大一点真空电镀后面的增大批又会使螺母长宽比来到规范值

丝锥的切削处理
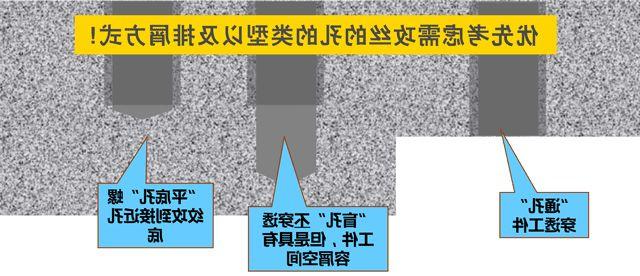
(1)孔的类型和切屑处理

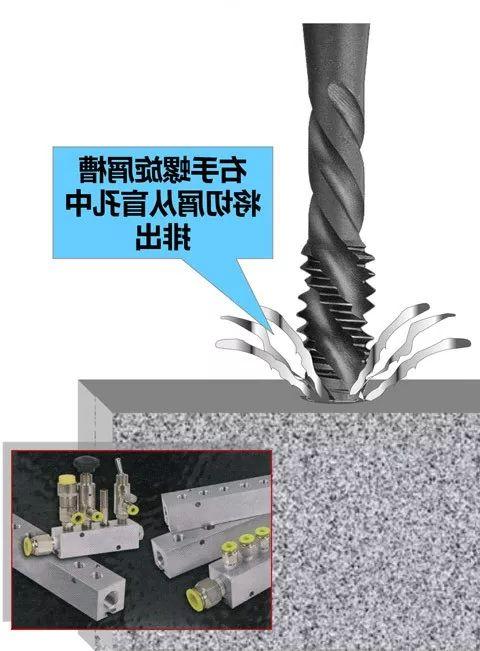
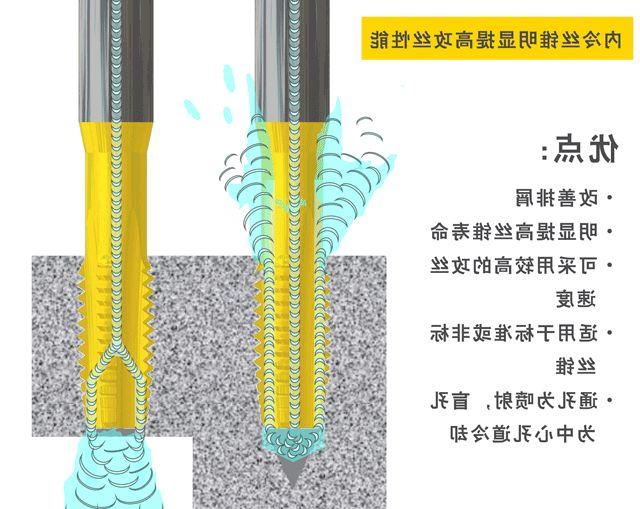
(2)挤出切削,螺旋排屑槽丝锥
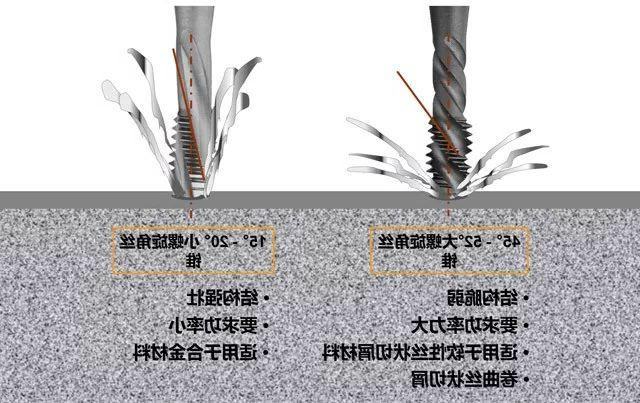
最合适主要用到盲孔和深孔激光加工高性价比主要用到造成粘连怎么办切屑的资料愈来愈合适主要用到断续钻削 锥型排屑槽丝锥的锥芯极薄,是丝锥装修设计中最缺乏安全感的个部分。故而,网络速度要比直排屑槽丝锥低30%~40%,防止折断。
(3)拉出切削
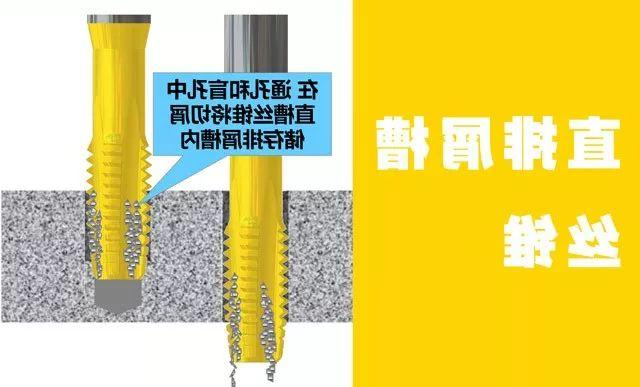
(4)直排屑槽丝锥
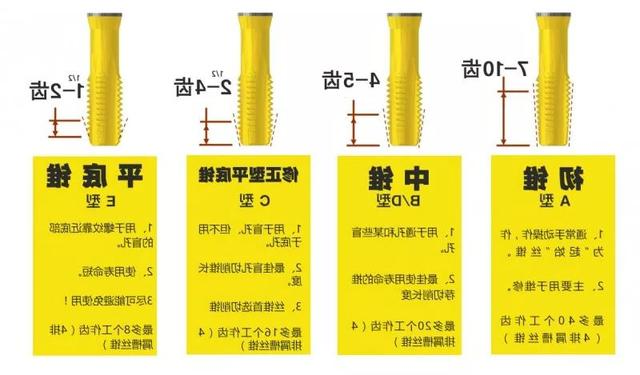
屈服强度上限的丝锥引荐用来易断屑的建材,如铜合金和不锈钢或疏松钢一般应该闭式冷却塔液或气态 擦拭排屑槽中的切屑会有着四种钻削圆锥形式 – Taper (Form A)“A” – 初锥 – Plug (Forms B & D)“B/D” – 中锥 – (Form C) “C” – 半浅口或校准浅口 – (Form E) “E”– 厚底
(5)挤压丝锥:其加工特点是,无论在通孔还是盲孔中都不产生切屑。

(6)切削丝锥与挤压丝锥对比
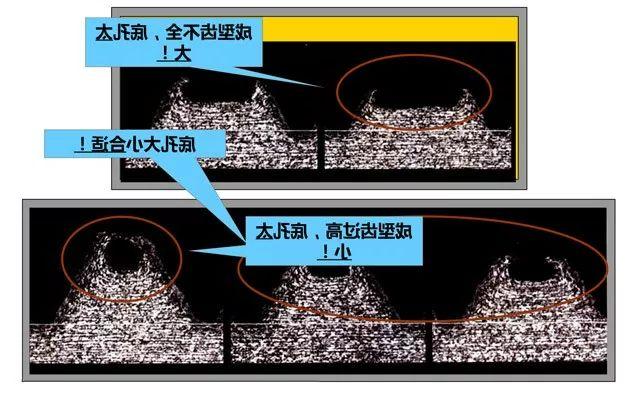
(7)底孔尺寸对挤压螺纹的影响

丝锥的涂层
(1)涂层的优点
①外层工作 改进措施HSS丝锥的看就不会修改丝锥的长宽 ②丝锥质保期提升 耐腐性高减小振动和功能消耗减小崩刃和压断表面上密度一些加强 ③增进螺孔的面高质量和宽度gps精度 车削加工刃保护锋利度有防锈效应影响热负荷和磕伤积屑瘤至少(2)什么是积屑瘤?
铝件原材料熔焊或咬死在切屑刃上的积留物。
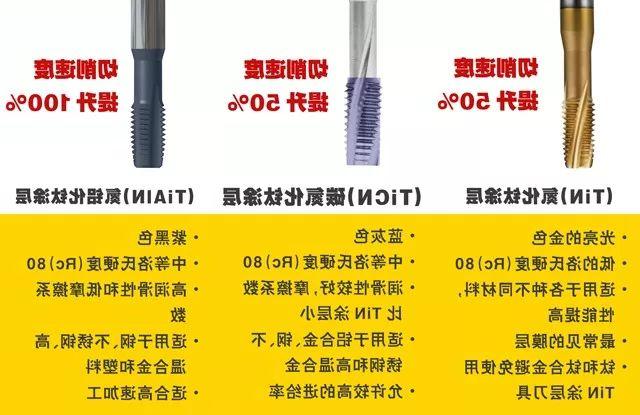
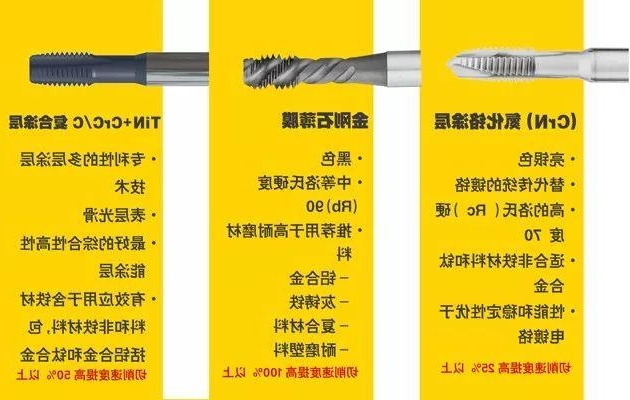
(3)传统的表面处理

(4)薄膜涂层

攻丝加工的成功诀窍
(1)确定螺纹百分比
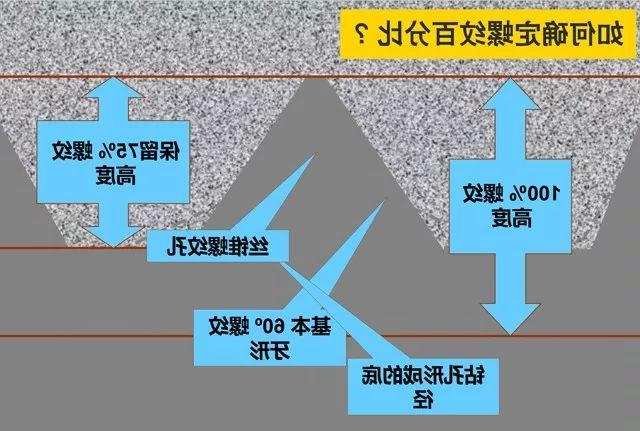
(2)底孔尺寸的选择
常见好选择外螺纹角度的65% 到70%! 83%极高的外螺距仅比65%极高的外螺距难度大2%,如果攻丝发动机功率小于其两倍!
(3)常见问题

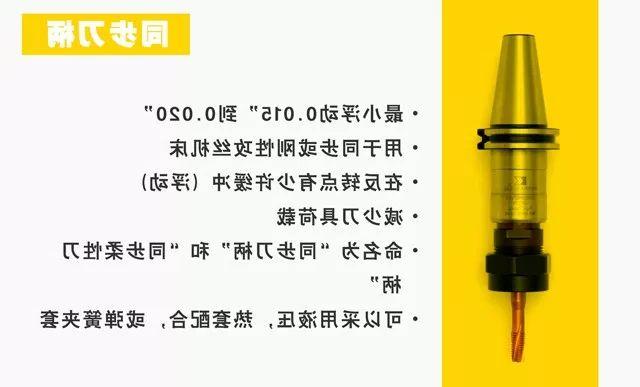
(6)CNC机床同步攻丝的优点
螺母角度操作孔到孔面积同一除掉削顶必要的时都可以复攻
(7)刀柄的选择

(8)刀柄维护
应适当的筒夹维护与保养都可以事关制作高产品量管螺纹,和丝锥的施用使用年限。 内壁系统不该有切屑和皮肤碎片往往性加脂抓实构件利索中国电信,以防有锈蚀往往性测试仪筒夹,尤其是是在使用水阴离子型冷却塔液时

故障排出
(1)螺纹过大
攻丝数控车床如何设置 在无KBK刚性攻丝不断循环的数控磨床数控磨床攻丝时: 源程序进给量至丝锥倒程的95%~98%运行仅有生长的弹簧夹头或带减小修改的申缩弹簧夹头 在具弹性攻丝嵌套循环的CNC加工中心上攻丝时: 丝锥导程程序编写为进给量 100%利用整体上弹簧夹头或同步软件弹簧夹头 若果削顶使螺距量规的止端凭借 : 之后编写方式 ,严格执行“非基础”方式要考虑到便用短时间根换接线头。都可以有轻柔的“滑动”
(2)切屑缠绕

(3)润滑选择
相对于攻丝而言的,防锈液情况的依据是削减摩擦力。故而,正常地,攻丝应用的是防锈液情况剂,之所以冷去塔液;比如是冷去塔液,则要不断增加 EP (超多压) 或HP (高压电) 使用剂。 丝锥有一定的一大批进给量,由丝锥齿距的掌控,钻进给量都可以调至的掌控活载。
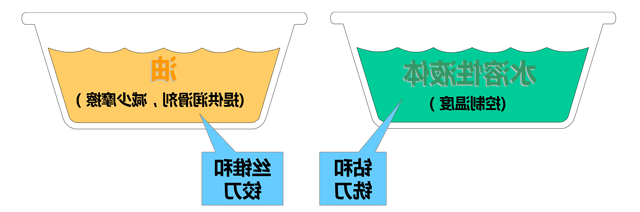
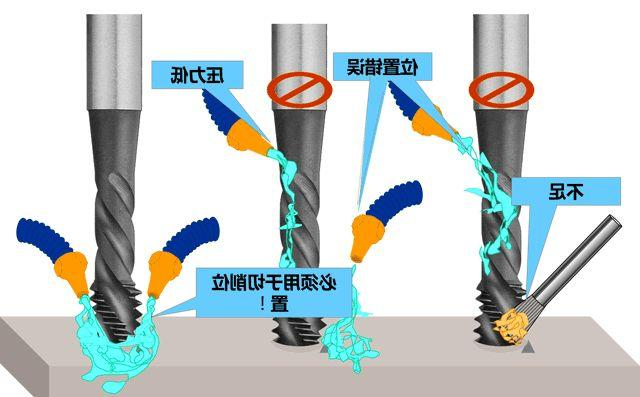
(4)冷却液应用

丝锥选择基础
在进行丝锥过后,咱们需知晓: 孔的的类型,通孔,盲孔或是深孔最少切槽淬硬层必须的最少内螺纹淬硬层是充分考虑选用热挤压丝锥攻丝的类件产品
东莞市盈满和五金机械有限公司是yamawa的中国契约代理,专业代理yamawa产品的独资企业。为各大商家提供彩神:yamawa丝锥、yamawa丝攻、yamawa板牙、yamawa中心钻等产品。




 微信公众号
微信公众号
 微信小程序
微信小程序
 视频号二维码
视频号二维码
 微信联系人二维码
微信联系人二维码
 抖音号
抖音号